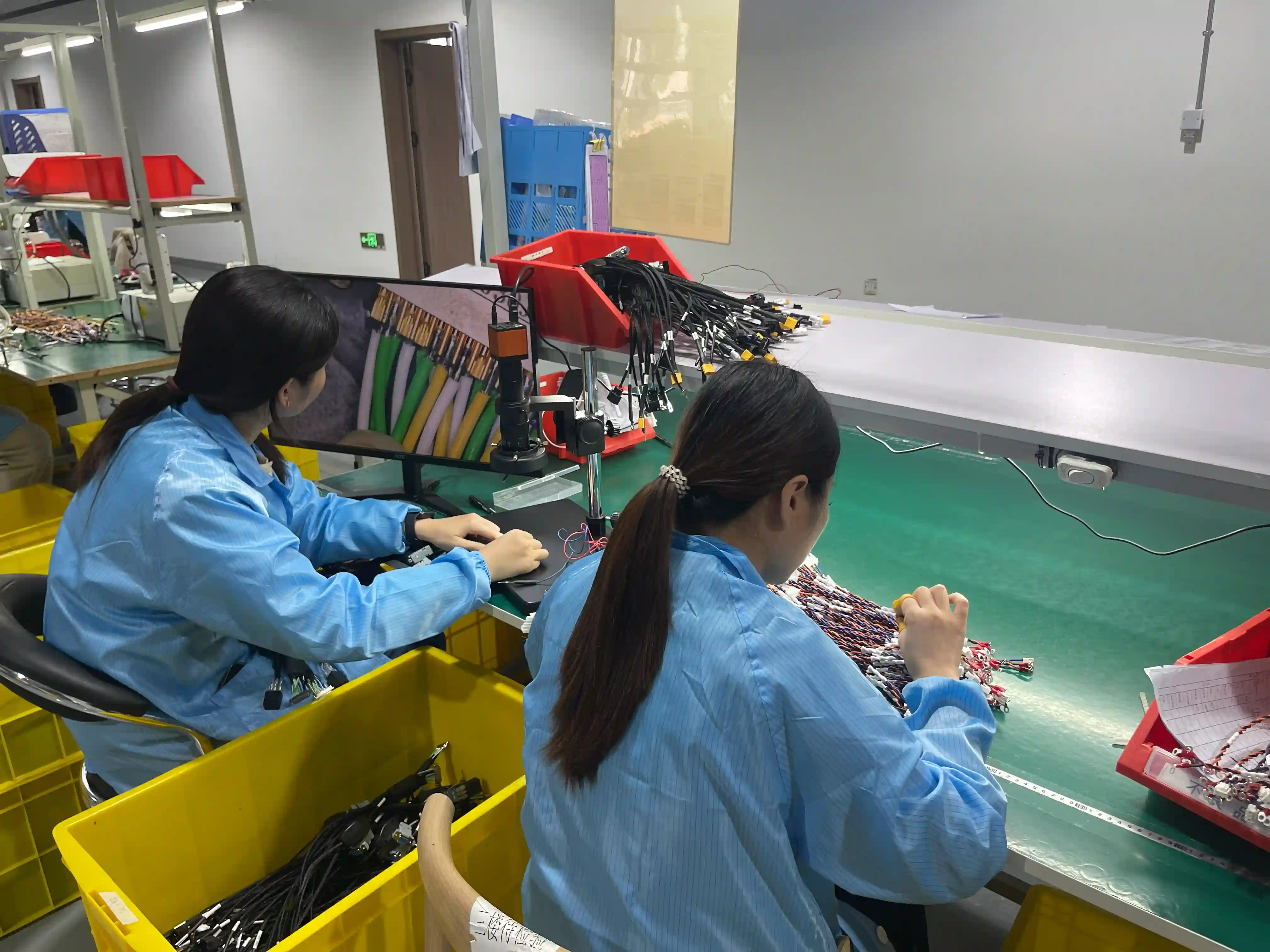
En un escenario representativo, una empresa de robótica está escalando de prototipo a producción de lotes pequeños con varios programas de arnés activos al mismo tiempo. El reto no es una sola pieza difícil: son lotes pequeños de alta mezcla, varias órdenes en paralelo y pedidos con plazo acelerado. Cada revisión de diseño puede cambiar una longitud, un conector, un punto de fijación o un criterio de prueba, y el comprador necesita respuestas rápidas sin perder trazabilidad.
Un arnés HMLV es un wire harness fabricado en alta mezcla y bajo volumen, donde conviven muchas variantes y cantidades pequeñas. Un release de ingeniería es una liberación controlada de piezas para prototipo, validación o primeras ventas. Un plan de prueba 100% es la verificación eléctrica de cada unidad antes del envío, no una muestra estadística. Esta guía está escrita para ingenieros de robótica, compradores NPI y responsables de calidad que ya salieron del prototipo único, pero todavía no tienen una demanda estable de cientos de piezas por versión.
El comprador típico ya tiene robots, cobots, AMR, end-effectors o módulos de automatización en validación. La lista de materiales cambia, los mecánicos piden otra ruta de cable, firmware descubre un pinout corregido y producción pregunta cuándo llegan las piezas. En esa etapa, un proveedor lento bloquea el laboratorio; un proveedor rápido pero sin control crea retrabajo invisible.
Escribo desde el rol de Hommer Zhao, General Manager de WIRINGO, con más de 12 años fabricando wire harnesses y cable assemblies para robótica, automatización, automoción, equipos médicos e industria. En HMLV, la fábrica no puede tratar cada orden como una excepción heroica. Necesita un sistema ligero: revisión técnica, compras de material, instrucción de trabajo, crimpado controlado, prueba final y comunicación de estado.
Un wire harness agrupa conductores, terminales, conectores, protección, etiquetas y rutas mecánicas para entregar una función eléctrica definida. En robótica, ese conjunto trabaja cerca de motores, sensores, ejes móviles y gabinetes compactos. Por eso un error de 20 mm en una rama puede pesar tanto como una falla eléctrica.
“En lotes de 1 a 40 piezas, la tentación es fabricar rápido y documentar después. Para robótica hacemos lo opuesto: bloqueamos pinout, crimp, longitud crítica y prueba antes de cortar el primer cable.”
No todos los pedidos pequeños significan lo mismo. Un prototipo de 2 piezas busca aprender. Un lote piloto de 20 piezas busca confirmar que el proceso se repite. Un release HMLV de 40 piezas busca alimentar una línea o un programa de campo con piezas que no cambian sin autorización. Mezclar esas etapas causa discusiones de coste, plazo y responsabilidad.
Para un proyecto de prototipado de arneses, aceptamos aclaraciones rápidas si ingeniería aprueba el riesgo. Para low volume wire harness assembly, pedimos una BOM controlada, revisión de dibujo, criterio de aceptación y plan de prueba. La frontera práctica aparece cuando el cliente espera repetir el lote sin explicar todo de nuevo.
| Etapa | Cantidad típica | Control mínimo | Riesgo principal | Decisión de compra |
|---|---|---|---|---|
| Prototipo funcional | 1-5 piezas | Pinout, longitud nominal y continuidad 100% | Aprobar una geometría que no cabe en el robot | Comprar velocidad y aprendizaje |
| Lote de validación | 6-20 piezas | Fotos, FAI simple, pull test cuando aplica | Variación entre piezas por falta de fixture | Confirmar proceso antes del campo |
| Release HMLV | 21-40 piezas | BOM congelada, prueba 100%, trazabilidad de lote | Cambiar una revisión sin comunicar | Proteger entrega y repetibilidad |
| Pre-serie | 50-200 piezas | Instrucción de trabajo, tablero y registros completos | Escalar defectos pequeños a muchas unidades | Preparar demanda repetitiva |
| Producción estable | 200+ piezas | Plan de control, auditoría de crimp y monitoreo de cambios | Obsolescencia, fatiga de herramienta o deriva de proceso | Optimizar coste total y continuidad |
La robótica castiga las ambigüedades. Un arnés puede pasar continuidad y fallar durante instalación porque el radio de salida choca con una cubierta, el conector queda invertido o la etiqueta cubre una zona de flexión. Antes de cotizar un lote HMLV, confirme longitud total, breakout, orientación de conector, color, calibre, etiqueta, protección, punto de tierra y embalaje.
En la práctica usamos una lista corta de bloqueo: número de parte del conector, terminal, calibre AWG, aislamiento, longitud con tolerancia, pinout, orientación vista desde el lado correcto, requerimiento de blindaje, prueba eléctrica y revisión del dibujo. Si el arnés trabaja en movimiento, añadimos radio mínimo de curvatura y zona donde no se permite empalme, etiqueta rígida o tubo demasiado duro.
Para criterios de workmanship, IPC contextualiza IPC/WHMA-A-620 en arneses y cable assemblies. Si el cable usa AWM, temperatura marcada o requisito de aislamiento, UL ayuda a ubicar UL 758. Para registros, control de cambios y trazabilidad, ISO 9000 aporta el marco de sistema de calidad.
En lotes pequeños, el crimpado suele moverse entre herramientas manuales, semi-automáticas y aplicadores dedicados. La decisión depende de terminal, volumen, disponibilidad de aplicador y nivel de riesgo. Lo que no cambia es la evidencia: altura de crimp, inspección visual, pull force cuando aplica y registro de herramienta.
Un arnés robótico puede tener sensores de baja corriente junto a alimentación de actuador. Si un terminal queda subcrimpado, el robot puede fallar de forma intermitente durante vibración o movimiento, no en la mesa de prueba. Por eso vinculamos el lote HMLV con capacidad de crimping y definimos qué puntos necesitan medición antes de liberar la orden.
“Un lote de 40 piezas puede parecer pequeño, pero si cada arnés tiene 18 crimps estamos liberando 720 uniones eléctricas. IPC/WHMA-A-620 y una tabla de pull force convierten velocidad en evidencia.”
Para HMLV, el fixture perfecto puede llegar tarde y costar más que el primer lote. El enfoque práctico es usar un fixture suficiente: continuidad, cortocircuito, pinout, polaridad y, si aplica, hipot o resistencia de aislamiento. Cuando el arnés incluye señales sensibles, blindaje o coaxial, el método debe declarar conectores de prueba, adaptadores y límite de aceptación.
La prueba de cable assemblies debe producir registros legibles por lote. No basta con decir que todas las piezas pasaron. El reporte debe mostrar cantidad fabricada, cantidad probada, fecha, número de parte, revisión, operador o estación, resultado y excepción. En órdenes concurrentes, ese registro evita mezclar una revisión A con una revisión B.
Para robots móviles, cobots o estaciones de automatización, conecte la prueba eléctrica con prueba mecánica corta: verificación de montaje, flexión manual controlada, inspección de salida del conector y revisión de empaque. La disciplina no reemplaza ensayos de vida, pero detecta errores que un tester eléctrico no ve.
Este escenario muestra una presión normal en robótica: varias órdenes pequeñas corriendo en paralelo y cambios frecuentes de prioridad. El riesgo no está solo en fabricar tarde. También está en asignar un conector escaso al programa equivocado, cortar cable con una revisión anterior o comprar demasiado material para una versión que cambiará en dos semanas.
Para evitarlo, separe material por proyecto, revisión y release. En WIRINGO usamos confirmaciones de estado cuando el cliente pide plazos acelerados: material recibido, corte iniciado, crimpado, ensamble, prueba y empaque. Ese flujo ayuda a sostener varias órdenes en paralelo sin convertir cada correo de urgencia en una interrupción de planta.
Si el proyecto pertenece a robótica y automatización, pregunte desde el RFQ si el cable estará en cadena portacables, eje rotativo, brazo articulado, gabinete fijo o end-effector. Esa información decide aislamiento, protección, alivio de tensión y empaque. Un arnés fijo y un arnés en movimiento no deberían compartir la misma aprobación solo porque tienen el mismo pinout.
El salto no depende de una cantidad mágica. Recomendamos pasar a proceso más formal cuando el diseño acumula 3 releases sin cambios mayores, cuando el forecast supera 200 piezas por trimestre o cuando el coste de setup empieza a pesar menos que el coste de una falla de campo. En ese punto conviene invertir en tablero de ensamble, instrucción visual, aplicador dedicado, empaque específico y auditoría de proceso.
La transición debe conservar lo aprendido. Si las primeras 40 piezas revelaron que una rama necesita 15 mm más, que una etiqueta debe moverse o que el conector requiere orientación marcada, esos cambios deben entrar al dibujo y a la BOM. La guía de trazabilidad de lote, crimp y prueba final explica cómo evitar que el aprendizaje quede perdido en correos.
“La señal de madurez no es recibir una orden más grande. Es fabricar tres releases seguidos con la misma revisión, la misma prueba 100% y menos aclaraciones técnicas que en el lote anterior.”
HMLV significa alta mezcla y bajo volumen. En arneses de robótica suele cubrir lotes de 1 a 40 piezas por revisión, con varias variantes activas y prueba eléctrica 100% para controlar pinout, continuidad y cortocircuitos.
Normalmente cambia cuando pasa de 1-5 piezas de aprendizaje a 6-20 piezas para validación repetible. En ese momento conviene añadir FAI simple, revisión de BOM, registro de crimpado y criterios de aceptación basados en IPC/WHMA-A-620.
Para aceptación visual y workmanship use IPC/WHMA-A-620. Para cable AWM o marcado de aislamiento revise UL 758. Para registros y control de cambios use ISO 9001 o el marco ISO 9000. En automoción, IATF 16949 puede añadir disciplina de proceso.
No siempre. Si hay 2 o 3 ramas sencillas, una plantilla dimensional puede bastar. Si el arnés tiene 5 o más puntos de fijación, clips, breakout crítico o montaje en robot, un tablero reduce variación y retrabajo aunque el lote sea de 40 piezas.
El mínimo es continuidad, cortocircuito, pinout y polaridad en el 100% de las piezas. Si el arnés maneja potencia, aislamiento crítico o seguridad, añada hipot o resistencia de aislamiento con voltaje, tiempo y límite documentados.
Congele revisión de dibujo, separe material por release, confirme estación de crimpado, pruebe 100% y envíe estados claros: material, corte, crimpado, ensamble, prueba y empaque. Ese flujo soporta lotes pequeños de alta mezcla sin mezclar cambios.
Considere el cambio cuando tenga 3 releases estables, forecast superior a 200 piezas por trimestre o fallas de campo cuyo coste justifique tablero dedicado, aplicador dedicado, instrucción visual completa y auditoría de proceso.
Si su programa de robótica necesita arneses HMLV, envíe dibujo, BOM, pinout, revisión, cantidad por release, fecha objetivo, ambiente de movimiento y pruebas requeridas. WIRINGO puede revisar DFM, fabricar muestras, organizar lotes de 1 a 40 piezas, ejecutar prueba 100% y preparar la transición a producción repetitiva. Para iniciar, solicite una cotización o contacte a nuestro equipo desde contacto.